Hallo,
auch ich habe mich mit dem Thema auseinandergesetzt und ein anderes geeignetes Medium gefunden.
Es handelt sich um ein 2k PUR – Gießharz, welches auch industriell zum Verguß von LED´s verwendet wird.
Die wichtigsten Eigenschaften :
- Dauerhaft Temp.- beständig bis 170°C, kurzzeitig 180°C
- Glasklar, hohe Transparenz , geringe optische Dämpfung
- UV Beständig
Aber seht selbst.
Hier das Produkt:
PUR-Gießharz 1770/330
Das Datenblatt dazu :
http://www.silitech.ch/upload/fiche_technique_D/224.pdf
Leider ist für die Verarbeitung dieses Produktes eine Vakuumpumpe notwendig, um den Ansatz nach dem Anmischen von Luftblasen zu befreien.
Ohne Pumpe funktioniert es nicht !
Kommissar Zufall spielte mir eine kleine Probe dieses Harzes zu und ich habe einfach mal locker, ohne zu vakuumieren, losgelegt .
Die Bläschen sehen sich nicht genötigt, von allein die Masse zu verlassen.
Ganz im Gegenteil, zum Ende der Reaktionszeit werden sie noch größer.

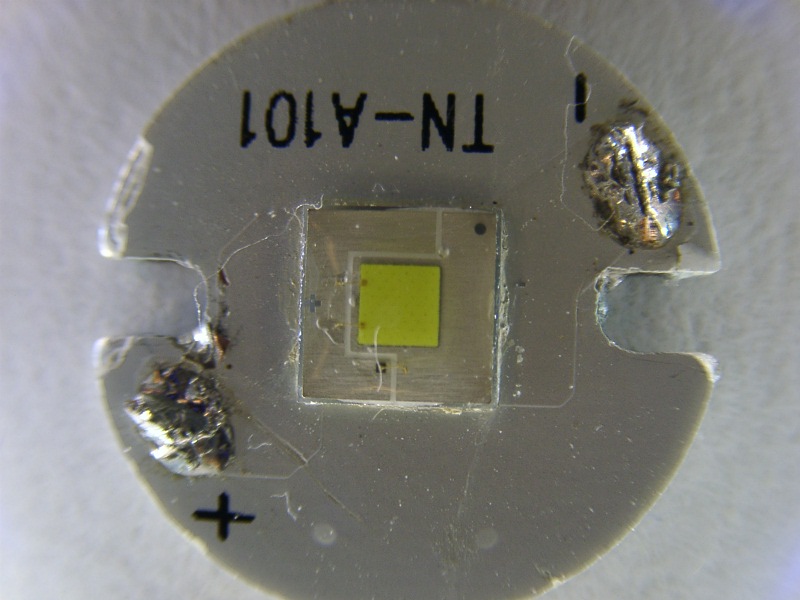
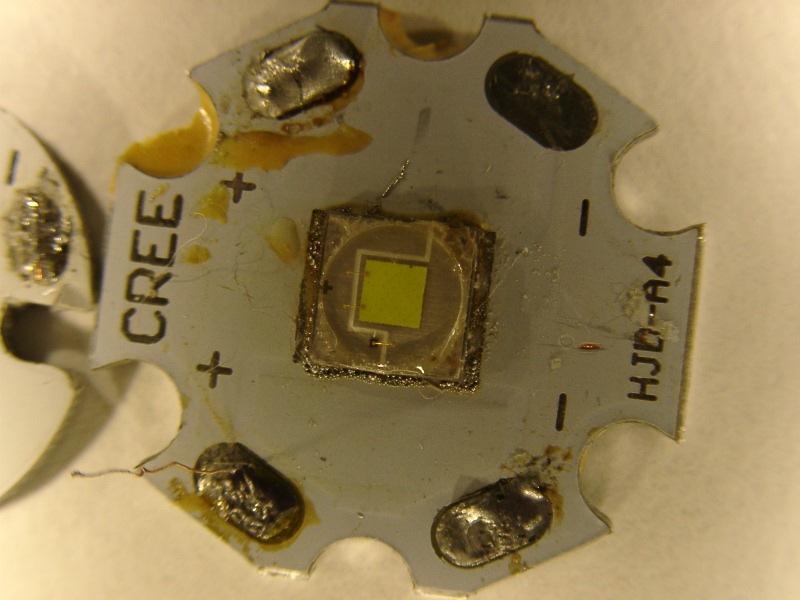
Testkanidat war eine TN31 mit bereits nackter dedomed XM-L2 U3 ( Farbbin unbekannt).
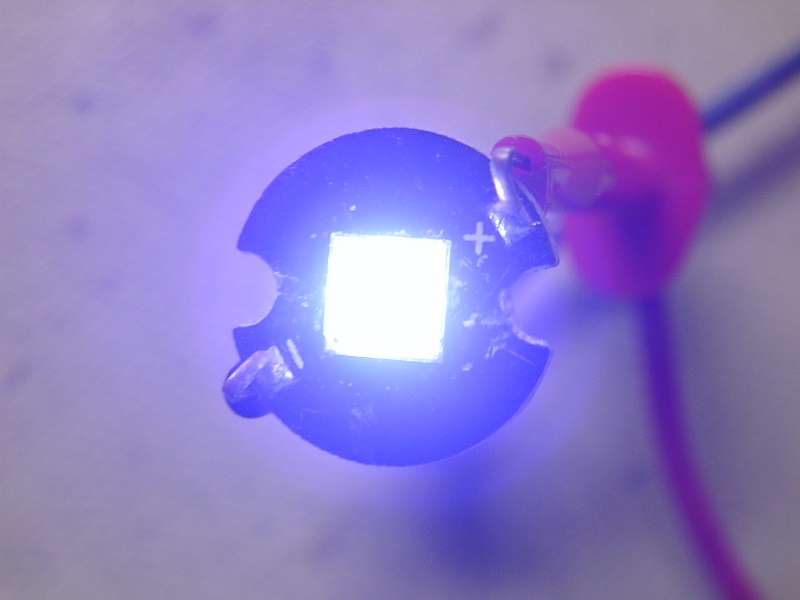
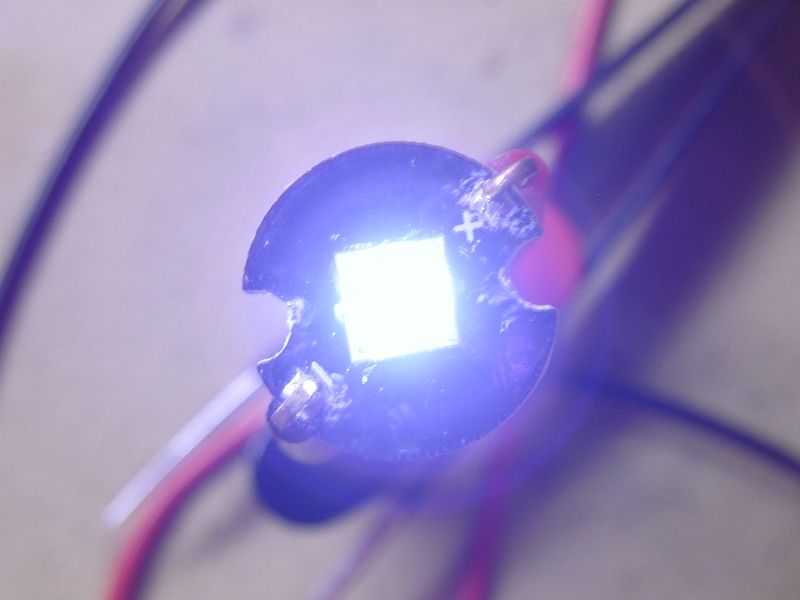
Hier das Ergebnis der Applikation ohne Entlüftung :

Hier noch 2 Beamshot´s:
vorher

nacher

Wie man sieht, ist die Rückkehr zur ursprünglichen Lichtfarbe und die minimierung des Grünstiches wirklich gut.
Das Zeug´s scheint also das Richtige zu sein.
( Übrigens hat dieses Material nach Aushärtung etwa die gleiche gummiartige Konsestenz ( Shore – Härte), wie wir es von den Original CREE – LED- Domen kennen.)
Weiterhin sieht man, dass die Beamcharakteristik durch die Luftblasen völlig zerfleddert ist.
Bedingt durch die banale Tropfen – Applikation und die Viskosität der Masse ist eine , (wenn auch geringe) Konvexität auf der Die entstanden, welches zusätzlich die Abstrahlcharakteristik bzw. Bündelung störend beeinflussen könnte.
Hier könnte man sich die die XP-L HI zum Vorbild nehmen und darüber nachdenken, wie man die Applikation völlig Plan zur Die hinbekommt.
Möglich wäre evtl. eine Maske o. Schalung um den Chip herum um das Ablaufen des Harzes zu verhindern. Die Höhe gerade so, dass die Die grade so bedeckt wird und Bonddrähte beim Abziehen von evtl. überschüssiger Masse nicht tangiert werden.
Vorher mit Trennmittel behandelt, könnte man sie nach Aushärtung einfach wieder abnehmen.
Meine Einschätzung bisher:
Aufgrund seiner dauerhaft hohen Temperaturverträglichkeit eignet sich dieses Material auch für überstromte Anwendungen, bei denen die Junction – Temp. durchaus höher 150°C liegt.
Hinsichtlich seiner opt. Eigenschaften sollte es gut geeignet sein, dem Tintshift die Stirn zu bieten.
Da zur Luftblasenfreien Verarbeitung eine Vakuumpumpe notwendig ist, ist es in der Anwendung alles andere als unkompliziert.
Soweit erst mal von hier.
Ich bleibe dran, eine Pumpe habe ich bereits.
Grüße